MICRO CNC CONTROL
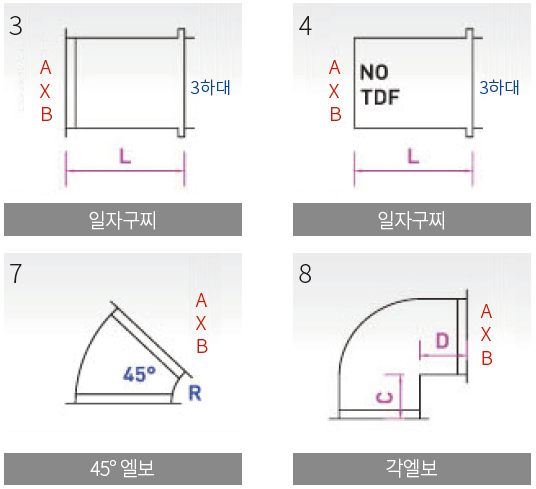
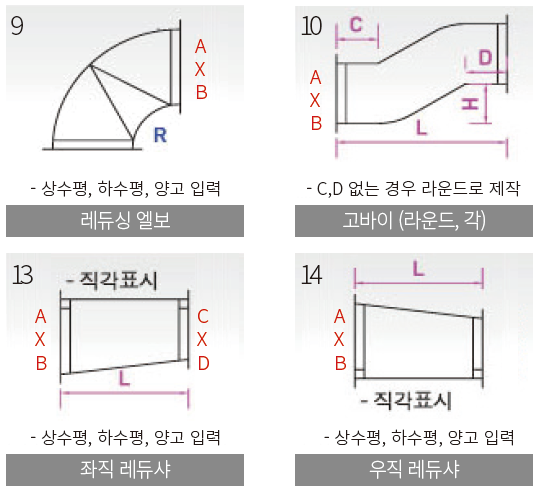
각 부분별 기능과 성능을 보여주는 LCD MONITER를 갖고 있으며 직관 덕트의 SEAM, JOINT, 길이, 규격. 수량 등을 입력한다.

UNCOILERS & AUTOSELECT
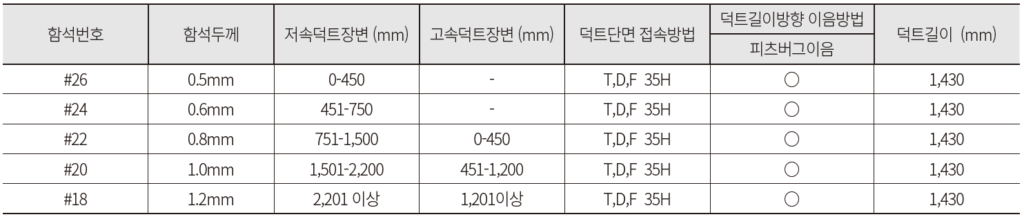
제작할 DUCT의 재료를 COIL의 형태로 준비 하는 부분으로 5가지 GAUGE의 COIL을 준비 할 수 있으며, AUTOSELECT에 의해 자동으로 FEED 된다.

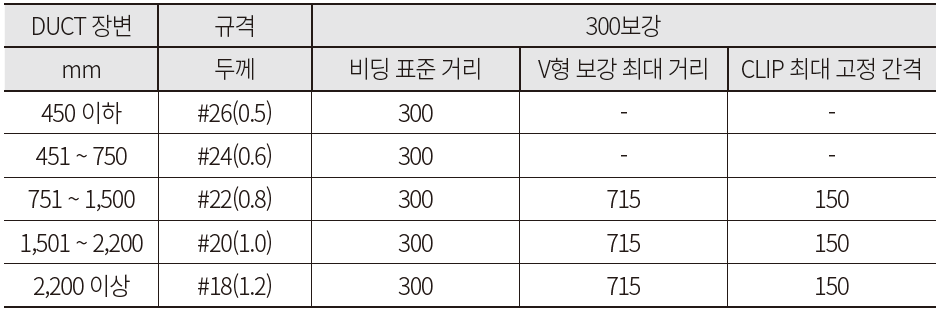
STRAIGHTENING & BEADING & NOTCH
COIL의 평판작업과 보강작업, 귀따기작업이 COMPUTER CONTPOL에 의하여 이루어 진다.

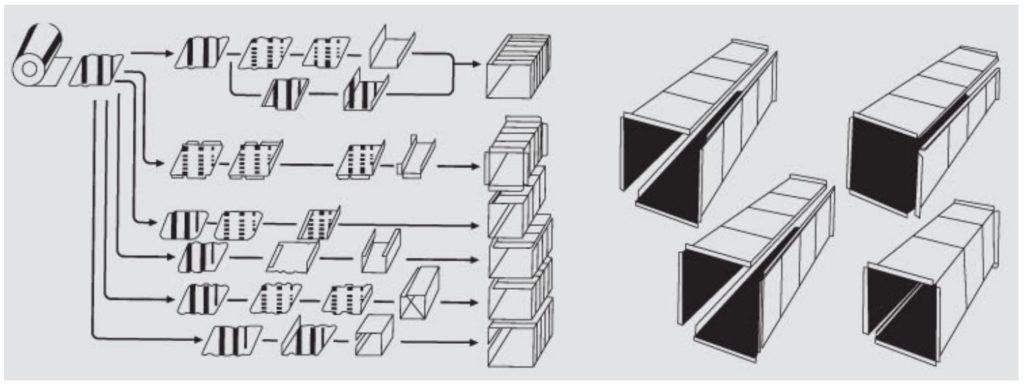
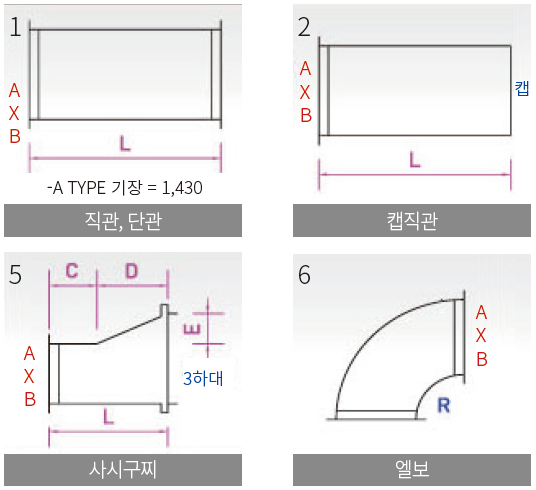
FOLDING & SHEARING
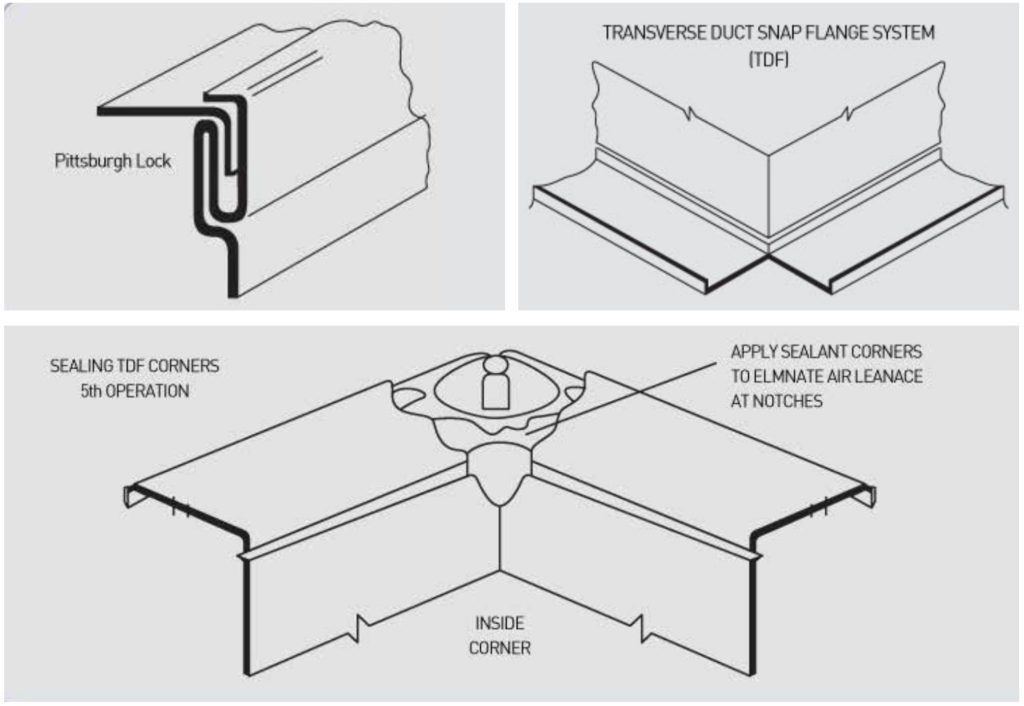
제살접기식으로 PITTSBURGH SEAM MALE과 FEMAL FO로 성형하며, '평판', '4PIECE', 'L', 'U. WRAP AROUND'의 형태로 절단한다.

SEALANT
DUCT SEAM 부분에 SEALANT를 주입한다.
T.D.F ROLLER
TDF 후렌지(제살기를 가공한다.

BREAK SYSTEM
CNC CONTROLLER에서 지정한대로 '','c',
'WRAP'의 형태로 절곡한다.

CORNER MACHINE
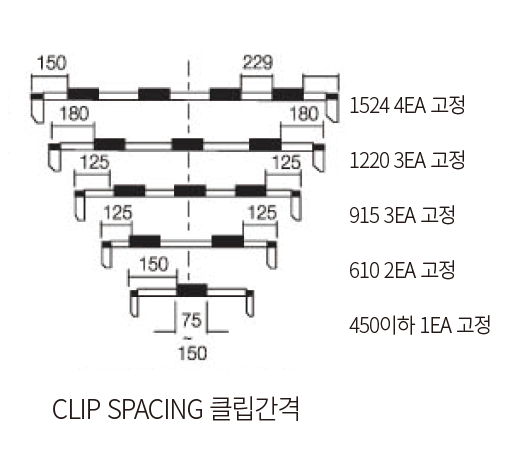
완성된 덕트 네모서리에 CORNER PLATES 자동 체결한다.

PITTSBURGH SEAM CLOSER
PITTSBURGH SEAM 부분을 자동 접합한다.
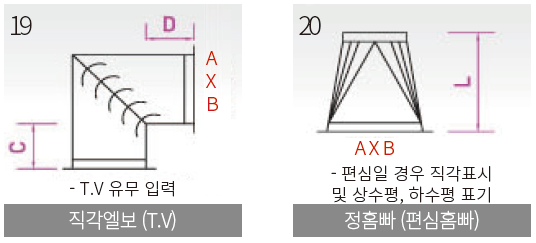
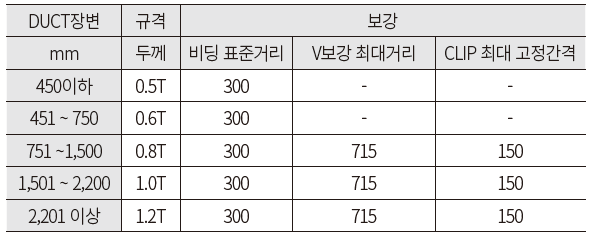
COMPUTER DRAWING
PV 2000 COMPUTER DRAWINGOZ 정밀설계

PLASMA
입력된 프로그램에 따라 플라즈마 절단

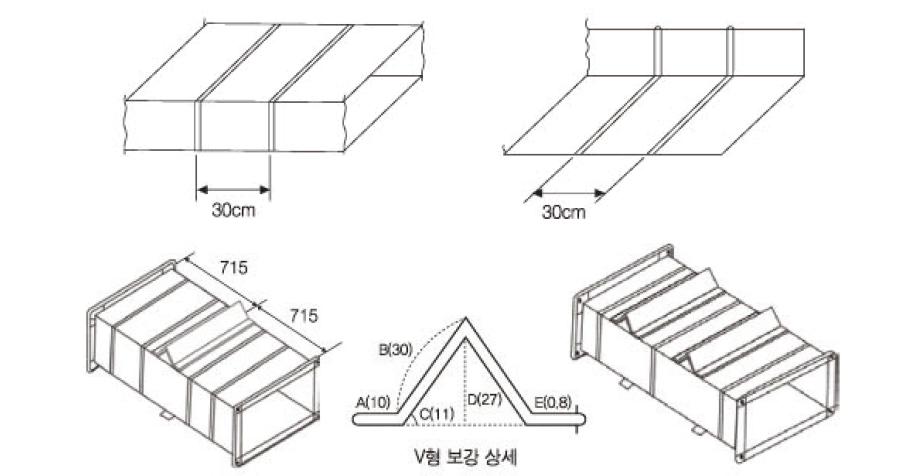
BEADING
U형 보강홈을 BEADING

PITTSBURGH SEAM
곡관 PITTSBURGH SEAM 작업, 곡선부분 SEAM 작업

T.D.F FLANGE
TDF FLANGE 작업 후 조립