マイクロCNC制御
各部分別の機能と性能を示してLcd monitorを持っており、直感的ダクトのSeam、Joint、長さ、規格。数量などを入力する。

アンコイラーと自動選択
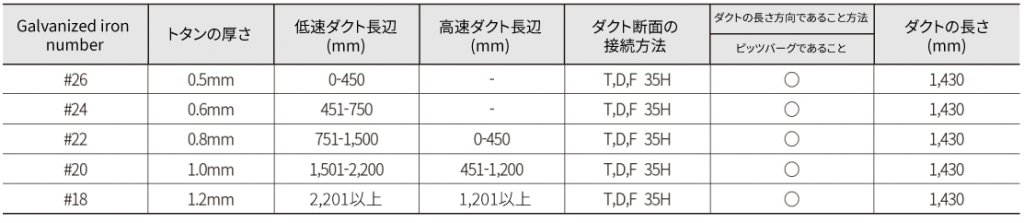
製作Ductの材料をCoilの形で準備する部分に5つのGaugeのCoilを準備することができ、Auto selectによって自動的にFeedされる。

縮毛矯正&ビーディング&ノッチ
コイルの平板作業と補強作業,開口作業がコンピューター·コントロールによって行われる

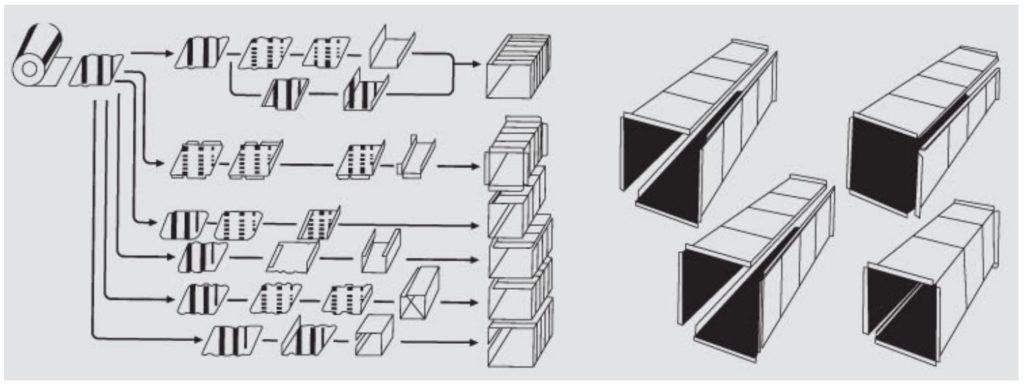
折り畳みおよびせん断
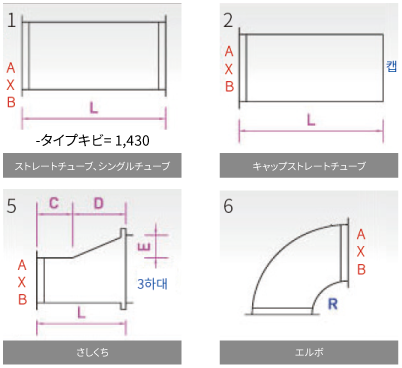
切り貼り式にPittsburgh seam maleとFemal Foで成形し、「評判」、「4Piece」、「L」、「U.Wrap around」の形で切断する。

シーラント
Duct seam部分にsealantを注入する。
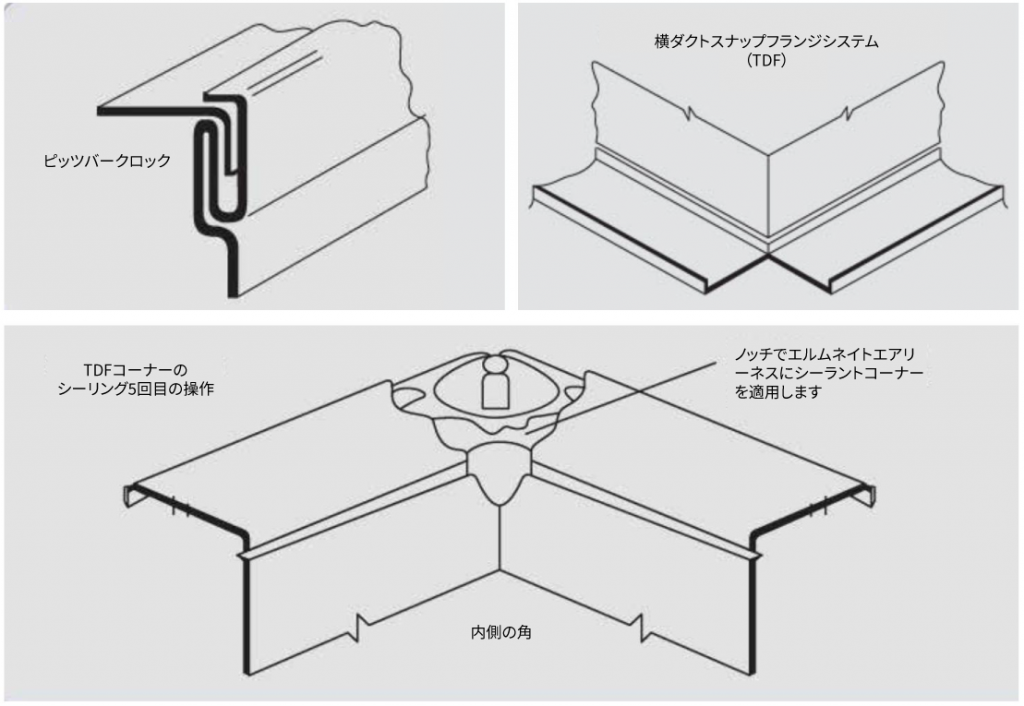
T.D.Fローラー
TDFフランジ(第生きることを処理する。)

ブレークシステム
CNC Controllerで指定されたとおり ''、 'c'、
「WRAP」の形で曲げている。

コーナーマシン
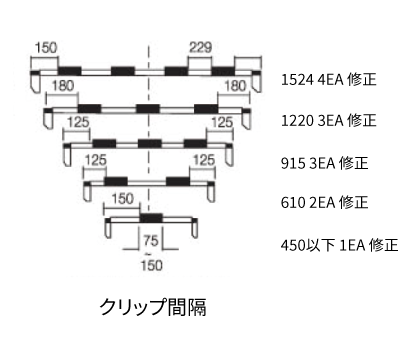
完成されたダクトの四隅にCorner Plates自動締結する。

ピッツバーグシームクローザー
ピッツバーグはぜ 部分を自動的に接合する。
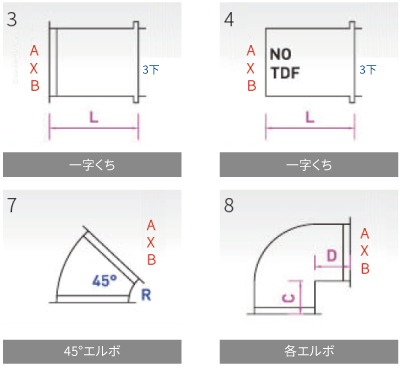
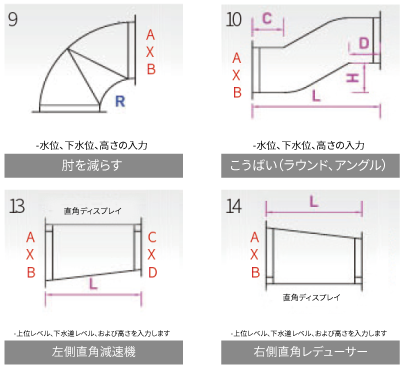
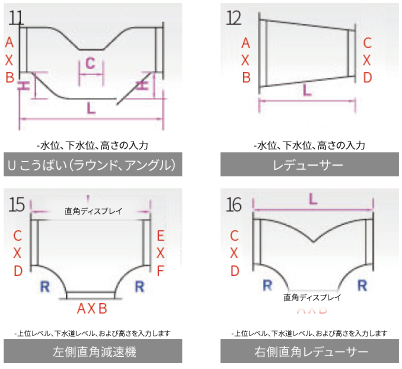
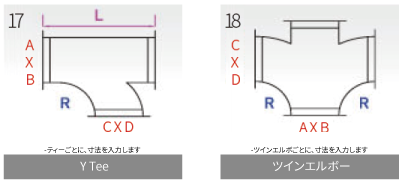
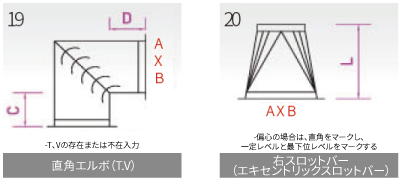
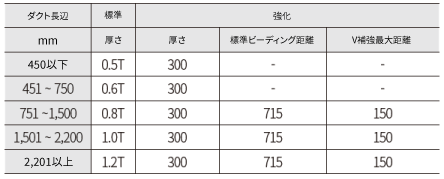
コンピュータ図面
PV 2000 COMPUTER DRAWINGOZ精密設計

プラズマ
入力されたプログラムに基づいてプラズマ切断

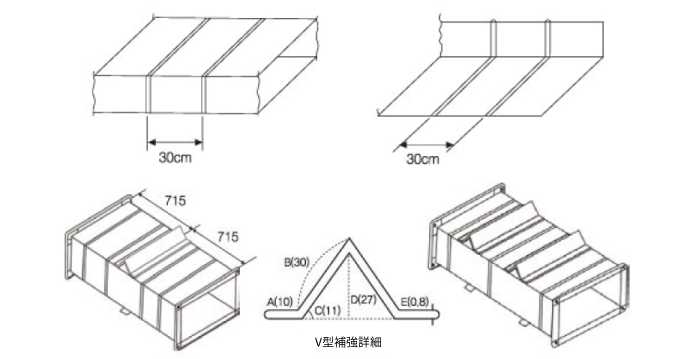
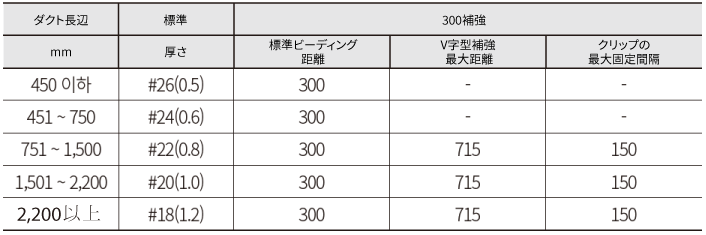
ビーズ
U型補強溝をベディン

ピッツバーグはぜ
曲管ピッツバーグはぜ作業

T.D.Fフランジ
T.D.Fフランジ作業後の組み立て