MICRO CNC CONTROL
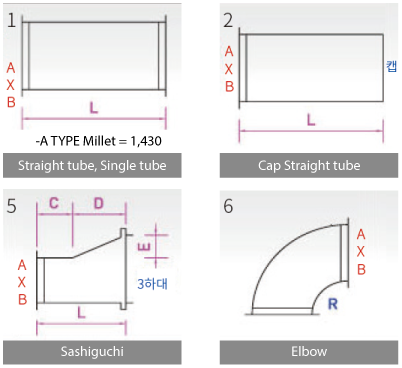
It has an LCD monitor that shows the function and performance of each part, and the SEAM, JOINT, length, and standard of the straight pipe duct. Enter the quantity, etc.

UNCOILERS & AUTOSELECT
As a part that prepares the material of the duct to be manufactured in the form of a coil, the coil of 5 gauges can be prepared, and it is automatically fed by Autoselect.

STRAIGHTENING & BEADING & NOTCH
The coil plate work, reinforcement work, and ear picking work are performed by Computer Contpol.

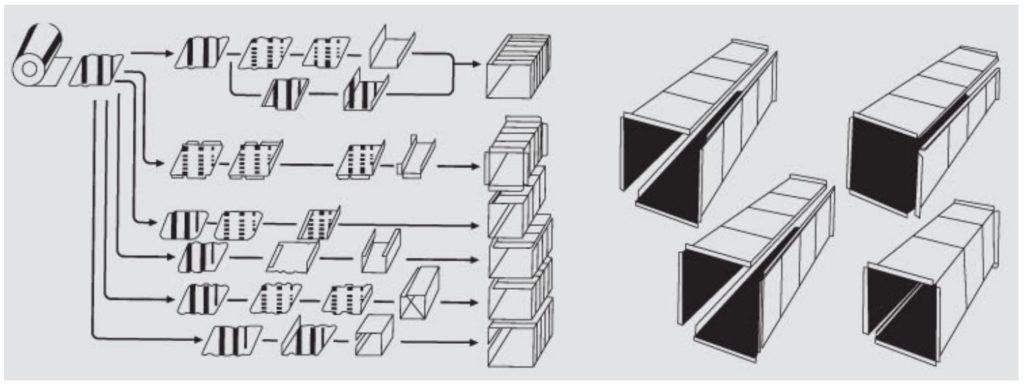
FOLDING & SHEARING
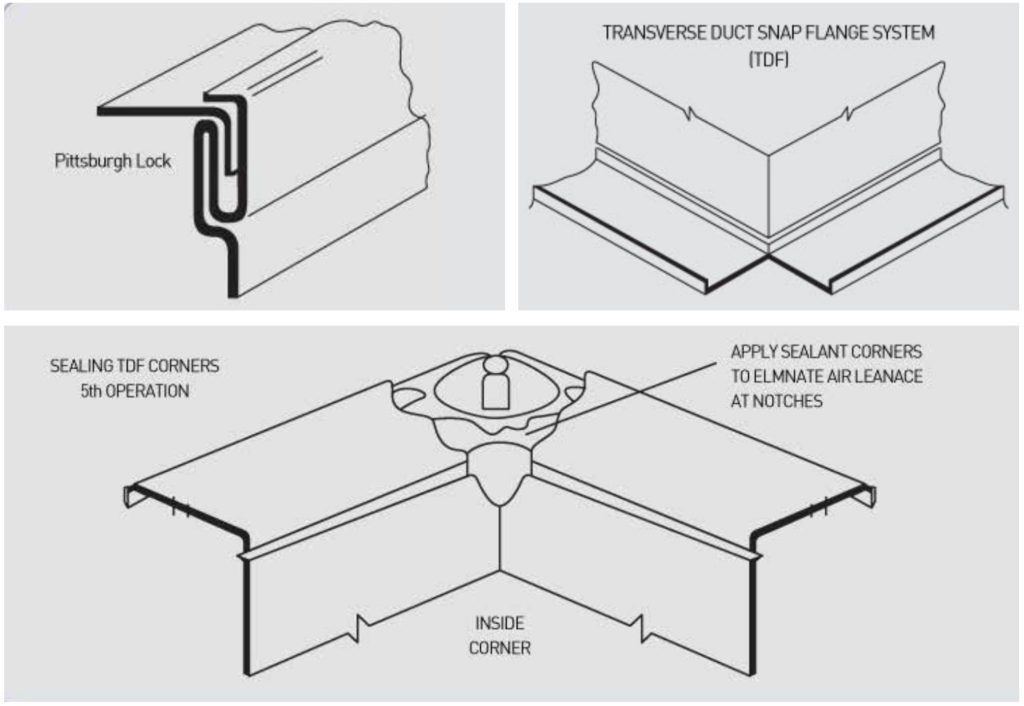
It is molded into Pittsburgh seam male and femal fo with a fold-down type, and'reputation', '4piece','L','U. Cut it in the form of'Wrap Around'.

SEALANT
Inject sealant into the duct seam.
T.D.F ROLLER
TDF Hurenji (process the spearfish)

BREAK SYSTEM
Bending in the form of'','c',
'Wrap' as specified by the CNC Controller.

CORNER MACHINE
Corner plates are automatically connected to the square of the finished duct.

PITTSBURGH SEAM CLOSER
Automatic joining of the Pittsburgh Seam.
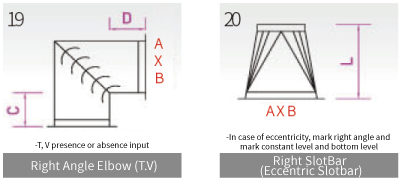
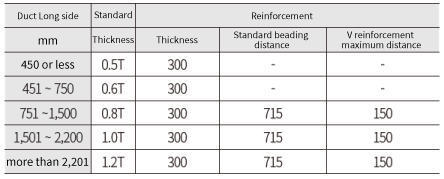
COMPUTER DRAWING
PV 2000 COMPUTER DRAWINGOZ Precision design

PLASMA
Plasma cutting according to the entered program

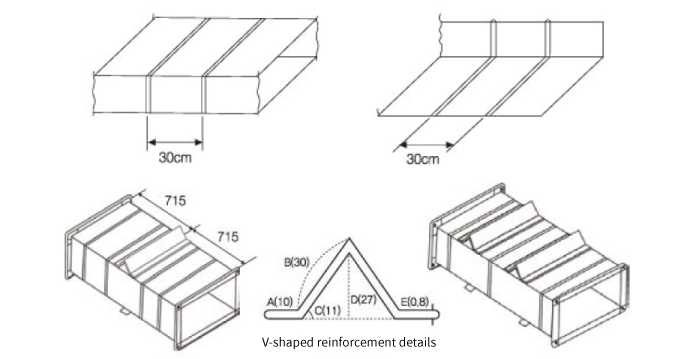
BEADING
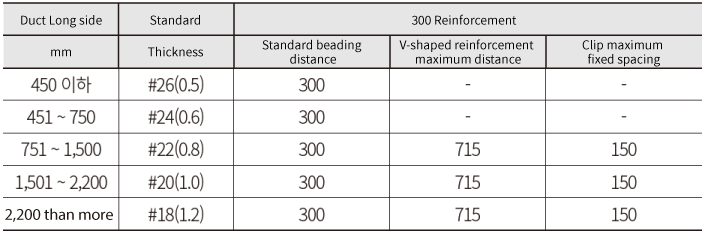
Beading U-shaped reinforcement groove

PITTSBURGH SEAM
Curved pipe pittsburgh seam work, curved part seam work

T.D.F FLANGE
Assembling after TDF flange work